Functional Redundancy: The Ticket for Fire Detection
Functional redundancy (FR) is essential for reliably and quickly detecting fires
By: Albert E. Ketler, Contributor
 Carbon monoxide (CO) sensors on 1,000ft centers are used in U.S. coal mines for “early detection” of conveyor belt fires caused by bearings overheating, electrical arcs or spontaneous combustion of coal dust. Temperature detection was phased out decades ago when the faster CO detection became available. Even so, CO gas from a fire still needs to migrate to the sensor for alarm activation and alarming to occur. With ventilation air speed along belts being typically 50ft per minute, the worst-case time delay time delay can amount to 20 minutes—a lot of time for the fire to progress to a destructive inferno before detection.
Carbon monoxide (CO) sensors on 1,000ft centers are used in U.S. coal mines for “early detection” of conveyor belt fires caused by bearings overheating, electrical arcs or spontaneous combustion of coal dust. Temperature detection was phased out decades ago when the faster CO detection became available. Even so, CO gas from a fire still needs to migrate to the sensor for alarm activation and alarming to occur. With ventilation air speed along belts being typically 50ft per minute, the worst-case time delay time delay can amount to 20 minutes—a lot of time for the fire to progress to a destructive inferno before detection.
Optical flame detection has now surfaced as an available fire detector, providing instantaneous detection by line-of-sight to the fire. Having a detection range of at least +/- 300ft, bi-
directional optical flame detectors can be installed at each CO sensor, plus one in between, to cover 1,000ft of conveyor belt.
Smoke detectors can also be added to the fire sensor mix to respond to belt fires involving synthetic belt materials that break down at lower temperatures; producing little heat; little or no CO; and no visible flame.
To expand on the functional redundancy (FR), we can add back temperature sensors on 50ft centers to bring back this tried-and-true technology used in home and office fire detection. So, now we have three functionally dissimilar and redundant fire detector types to monitor a conveyor belt for many types of fires.
Frequent Fires
Let’s look at the frequent fires that occur at recycling operations. Piles and bales of combustible refuse spontaneously sometimes develop “heatings” that, if not discovered in a few hours, can result in a massive, hard-to-subdue fire. Heatings can be caused by exothermal oxidation of metals (particularly iron) or by discarded and overlooked Li-Ion batteries. Some fire detection is offered by optical IR cameras, but this only responds to the outside of the pile or bale, while the fire is developing inside the pile, out of sight.
Here’s where FR can play a big part by the use of CO, smoke, flame and temperature sensors. Install the temperature sensors on long, slim rods that can be inserted into each bale periodically to monitor and log any internal temperature buildup. CO sensors outside the pile or bale will detect heating from spontaneous combustion, as CO diffuses out of the pile or bale. Also, add smoke detectors. CO and smoke can be detected externally, well before a flame or surface heating is identifiable. If the fire emerges, then the instantaneous optical flame detector takes over.
Thermal imaging is another choice, although line-of-sight demands many units, and that might be a crushing cost.

FR is Key
The key to safety and reliability is functional redundancy. I spent years in aerospace and lunar landings where FR was employed in every engineering decision. More recently, I designed a surge protector that used seven different FR surge-suppressing components. Lightning strikes are devious and can find an infinite number of paths to your sensitive electronics. So, I threw the book at it. I used multiple resistors, multiple fuses, multiple bi-directional power zeners, multiple gas discharge tubes and design tricks to generate Rel-Tek’s TS-100 transient suppressor. To this day, the U.S. Navy relies on these units to protect their critical radar and communication equipment.
Fire detection in buildings, factories, schools, warehouses, mines, tunnels, gas-wells, vehicles, etc., should not rely on just one type of fire detection. Thermal is a good starting point, but add something faster, such as flame detectors. This is an immediate, instantaneous response. Carbon monoxide sensors are extremely responsive to fires. CO is an active molecule that migrates rapidly. Adding smoke detectors is also good thinking.
Alarms and Monitoring
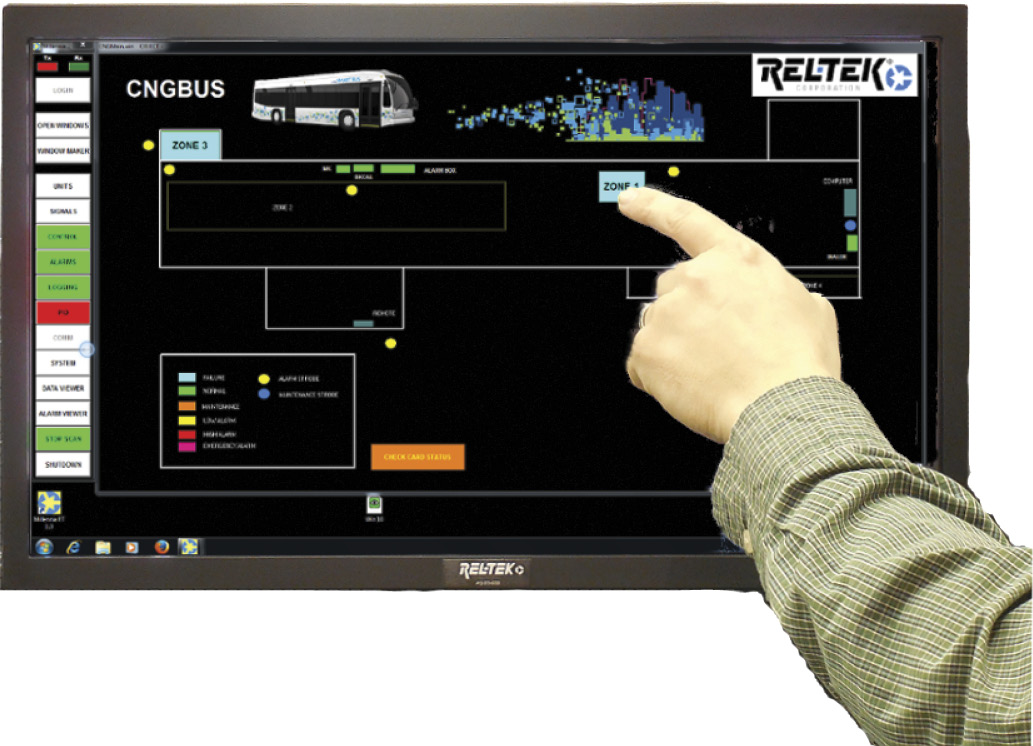
(photo courtesy Rel-Tek Corp.)
Audio/visual alarms are important for alerting workers and residents of the fire just as soon as detected. However, there are alarms and there are alarms. A horn needs to be louder that ambient noise. Many are wimpy and can’t get much attention. For a noisy factory, a triple-loud warbler can be the ticket.
You also need a monitoring system to supervise all the sensors; log the data with time and date stamps; and activate alarms, dialers and radio transmitters. Use a supplier with a history of experience, as well as a line-up of compatible sensors and telemetry products. For example, Rel-Tek’s economical Millennia-ePC processor has HMI visuals, graphs, controls, alarms, data and alarm logging. One unit can handle 1,000+ sensors of any type. The data-acquisition speed is at 120 sensors per second, virtual real-time. For redundancy, you can add a hot standby computer to take over, if the primary ever fails.
Gas sensors need periodic attention to maintain reliability and accuracy. You can eliminate the bother and cost of recalibrating gas sensor by installing a fully automatic gas sensor calibration utility. The computer keeps track of schedule and recalibrates all your gas sensors in a few minutes, weekly, monthly, whatever—all without human intervention. Documenting is automatic. The cost savings, compared to manual calibration, can return the price of the fire detection system over five-seven years of ownership.
Also, for ultimate synergism, you can combine environmental control with fire detection. Add CO and CO2 sensors to monitor indoor air quality. Temp and RH sensors can be used to pre-emptively control the HVAC. Monitor outdoor air temp and RH to regulate louvers and fans. Air-velocity monitoring is also useful. The computer software can accommodate even complex control strategies, as well as numerical calculations.
If there are hazardous (flammable) areas to be monitored, look for in-depth sensor approvals: MSHA for mining and UL for non-mining. Rel-Tek has pioneered in high-speed data acquisition systems and sensors of all types, accumulating about 200 Intrinsic Safety approval actions to date.
Fires are too destructive for you to cut corners at the outset. A good, high-speed FR fire detection system can save lives and property. Using just one type of fire sensor doesn’t make sense. FR helps cover all the bases: Plan for high-speed detection and worst-case conditions. You will appreciate the extra safety provided by the modest initial cost of a FR system with automatic calibration.
Albert E. Ketler, PE, is President of Rel-Tek Corporation (www.rel-tek.com).
Share on Socials!
Are You Ready to Rescue?
Forward Focus: The Future of Industrial Hygiene, Part 1
Know Your Permit Space Air Monitoring Requirements
Leaders in Industrial Hygiene
Council for Accreditation in Occupational Hearing Conservation (CAOHC)
Subscribe!
Sign up to receive our industry publications for FREE!